在红百超的工业智能化进程中,工厂管理软件作为核心黑科技之一,正以其独特的创新设计和强大功能,重新定义现代制造业的运营模式。该软件不仅仅是传统ERP或MES系统的升级版,而是融合了人工智能、物联网和大数据分析的前沿技术平台。
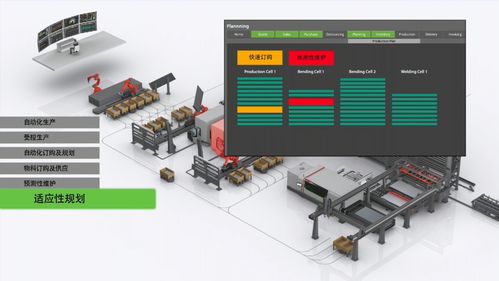
软件采用模块化设计,覆盖从订单接收、生产排程、物料管理到质量控制和设备维护的全流程。其智能调度算法能够实时优化生产资源,根据设备状态、人员技能和交货期限自动调整生产计划,显著提升效率并降低运营成本。
尤为突出的是其预测性维护功能,通过安装在设备上的传感器收集数据,软件能够提前识别潜在故障风险,并在问题发生前自动生成维修工单,最大限度减少停机时间。质量管理模块利用机器学习技术分析生产过程中的异常数据,帮助工厂实现近乎零缺陷的生产目标。
红百超的工厂管理软件还具备强大的数据可视化能力,通过直观的仪表盘实时展示关键绩效指标,让管理者能够快速掌握工厂运营状况并做出精准决策。其开放性架构支持与各类工业设备和第三方系统的无缝对接,为企业构建数字化工厂提供了完整解决方案。
随着工业4.0时代的到来,红百超的工厂管理软件正成为制造企业转型升级的重要助力,其持续的技术创新和应用实践,正在为全球制造业的智能化发展开辟新的可能。









